Станок УСМ-2-А предназначен для: перекатки пожарных рукавов, их скатывания и ремонта; навязки соединительных головок к пожарному рукаву; испытания спасательной веревки, пояса пожарного и ручных пожарных лестниц.
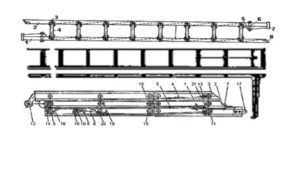
Станок УСМ-2-А (рис. 1) состоит из станины – 8, редуктора – 1, лебедки – 5, намоточного устройства – 2 и подвижной части станка – 3 (шарнирно соединенной со станиной).
На подвижной части станка установлен диск – 7, электронагреватель – 5, перекантовочный механизм – 4.
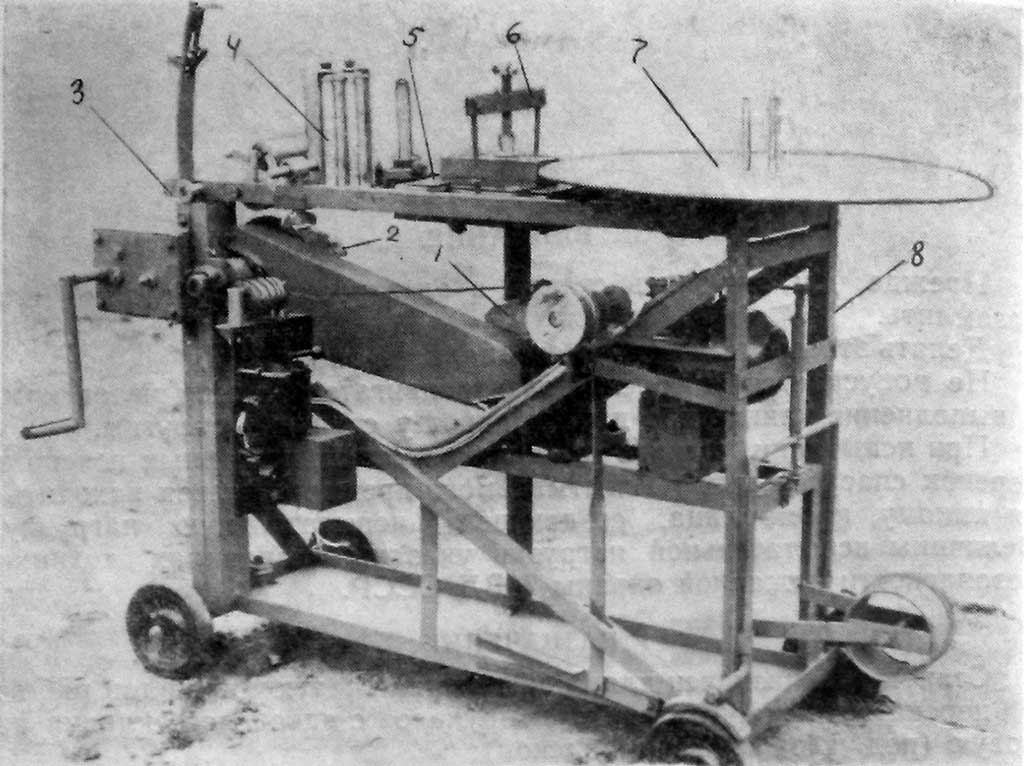 Рис. 1. Общий вид станка УСМ-2-А.
Рис. 1. Общий вид станка УСМ-2-А.
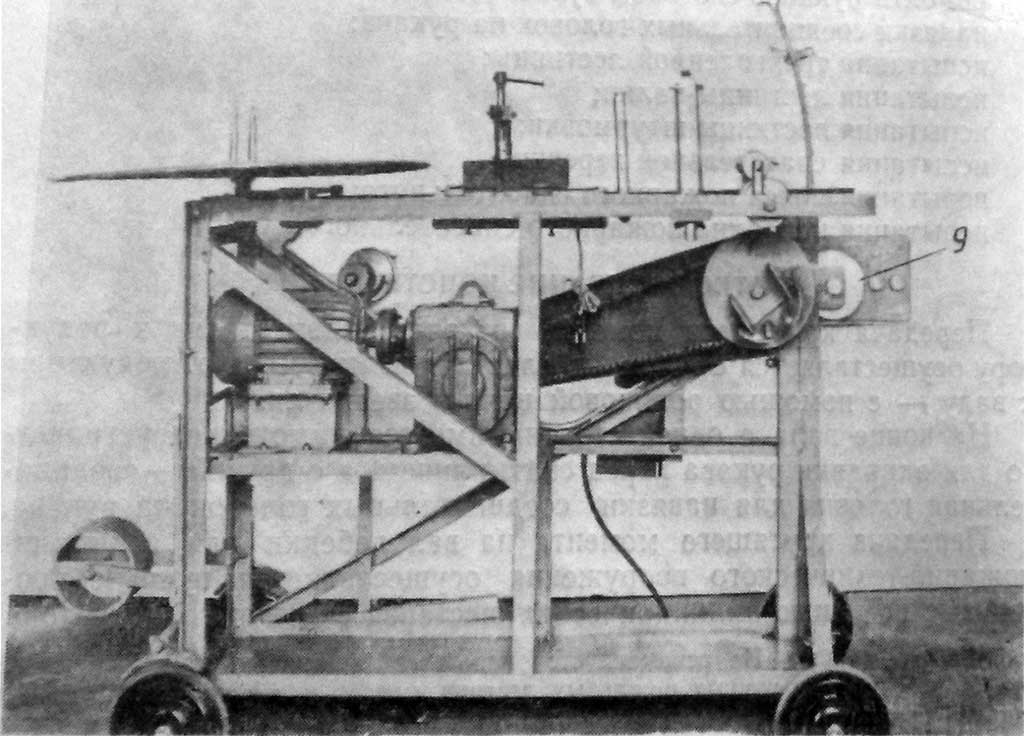 Рис. 1а. Общий вид станка УСМ-2-А.
Рис. 1а. Общий вид станка УСМ-2-А.
Техническая характеристика
| Наименование показателя | Единица измерения | Величина показателя |
| Электродвигатель АОЛ-2-12-4 или 4А х 71 В4 3/10 (220–380 В) трехфазный | шт. | 1 |
| Обороты | об/мин | 1350 |
| Редуктор РЧП-80 или РЧН-80А (червячный) | шт. | 1 |
| Передаточное отношение редуктора | 1:64 | |
| Передаточное отношение звездочек роликовой цепи | 1:15 | |
| Обороты вала с намоточным устройством и соединительной головкой | об/мин | 14 |
| Габаритные размеры станка: | ||
| – длина | мм | 1629 |
| – ширина | мм | 940 |
| – высота | мм | 1220 |
| Масса станка | кгс | 169 |
Комплектность станка
| Паспорт-инструкция | 1 шт. |
| Станок в сборе | 1 шт. |
| Испытательный стенд (в сборе) | 1 шт. |
| Динамометр ДПУ-0,5 | 1 шт. |
| Трос малый длиной 4 м (с заделанными коушами) | 1 шт. |
| Трос большой длиной 16 м (с заделанными коушами) | 1 шт. |
| Канатик малый диаметром 16 мм длиной 4 м (с заделанными коушами) | 1 шт. |
| Канатик большой диаметром 16 мм длиной 7 м (с заделанными коушами) | 1 шт. |
| Блочки | 3 шт. |
| Крючки (восьмерка) | 4 шт. |
| Стопорные скобы (к стенду) | 2 шт. |
| Пояса специальные (к стенду) | 3 шт. |
| Электрокабель, оборудованный штепсельным разъемом | 1 шт. |
| Ручки к ручному редуктору | 1 шт. |
| Электронагреватель (в сборе с подвижной рамой) | 1 шт. |
Комплект соединительных головок РОТТ, приспособленных для навязки:
диаметром 50 мм 1 шт.
диаметром 70 мм 1 шт.
диаметром 80 мм 1 шт.
Перекатка пожарных рукавов
Электродвигатель при помощи штепсельного разъема включается в сеть трехфазного тока.
Рукав, скатанный в одинарную скатку, укладывается на диск (рис. 2).
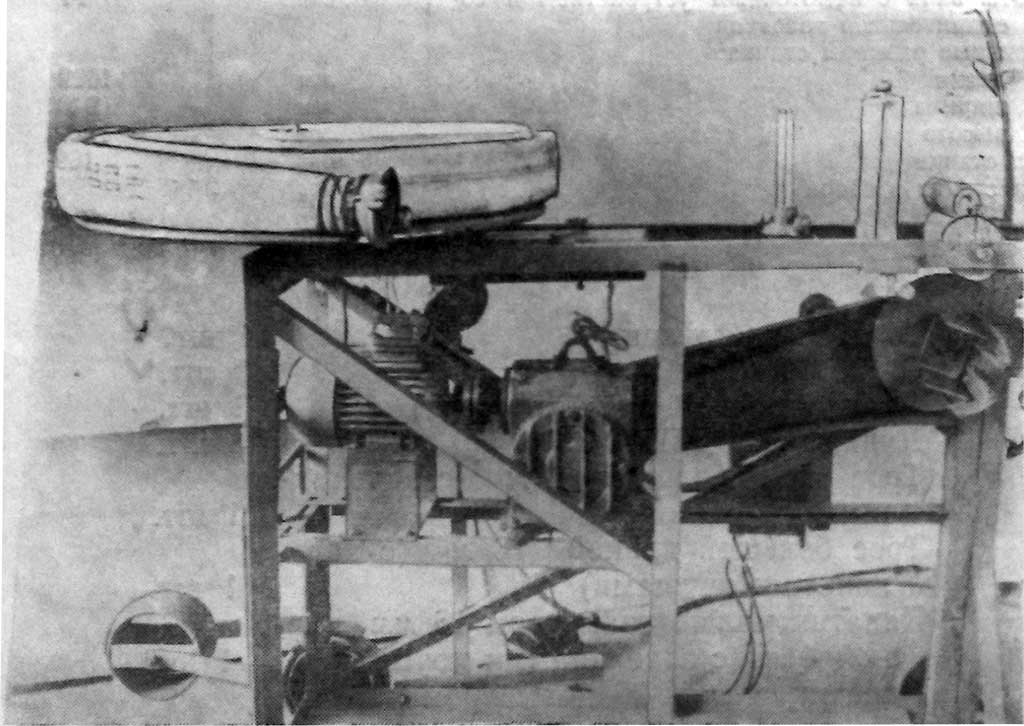 Рис. 2. Укладка рукава на диске для перекатки.
Рис. 2. Укладка рукава на диске для перекатки.
Свободный конец рукава направляется между вертикальными роликами, затем ему задается новая складка горизонтальными роликами. Соединительной головкой рукав заправляется в намоточное устройство.
Поворотом рукоятки выключателя на себя включается электродвигатель, станок работает налаженным для перекатки рукава на другую складку.
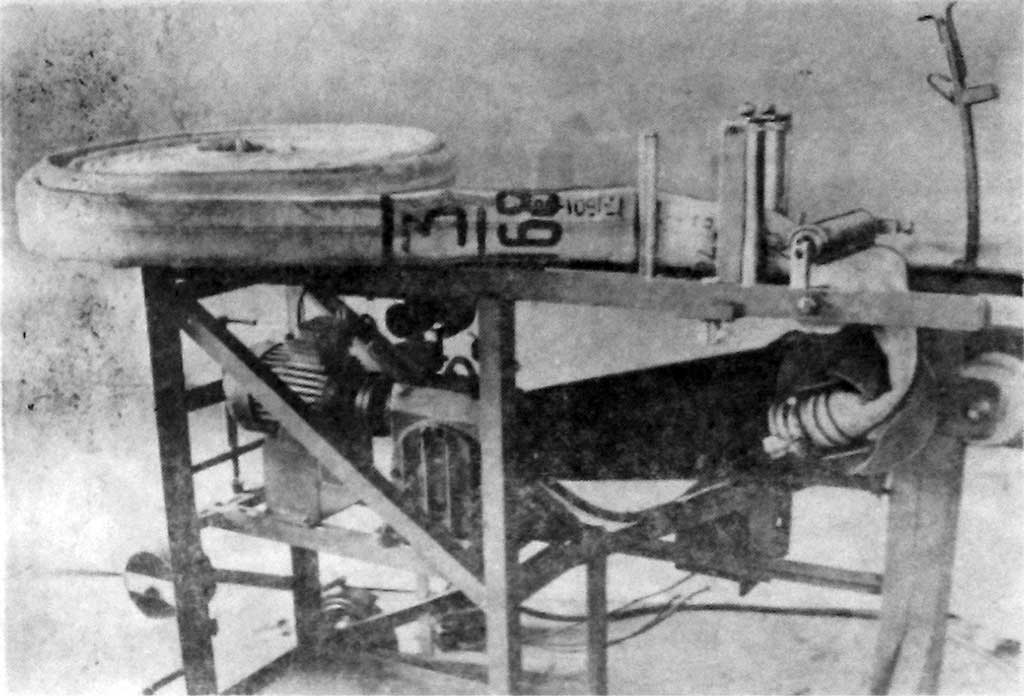 Рис. 3. Заправка рукава в перекаточный механизм и намоточное устройство.
Рис. 3. Заправка рукава в перекаточный механизм и намоточное устройство.
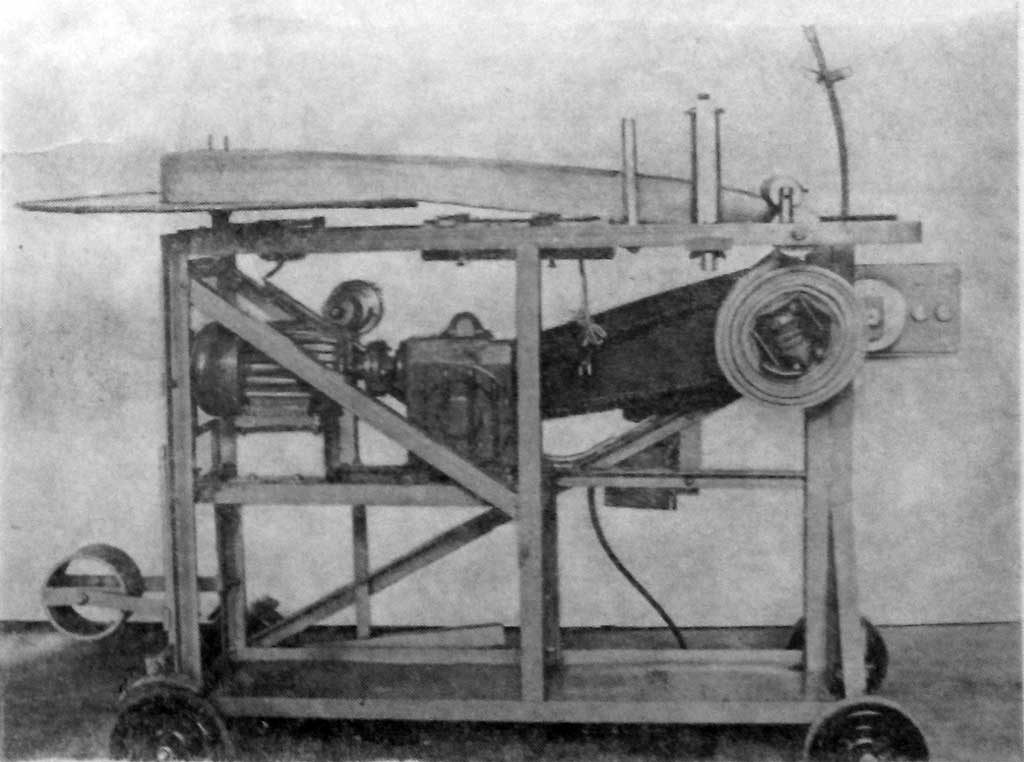 Рис. 4. Направление вращения намоточного устройства при перекатке (показано стрелкой).
Рис. 4. Направление вращения намоточного устройства при перекатке (показано стрелкой).
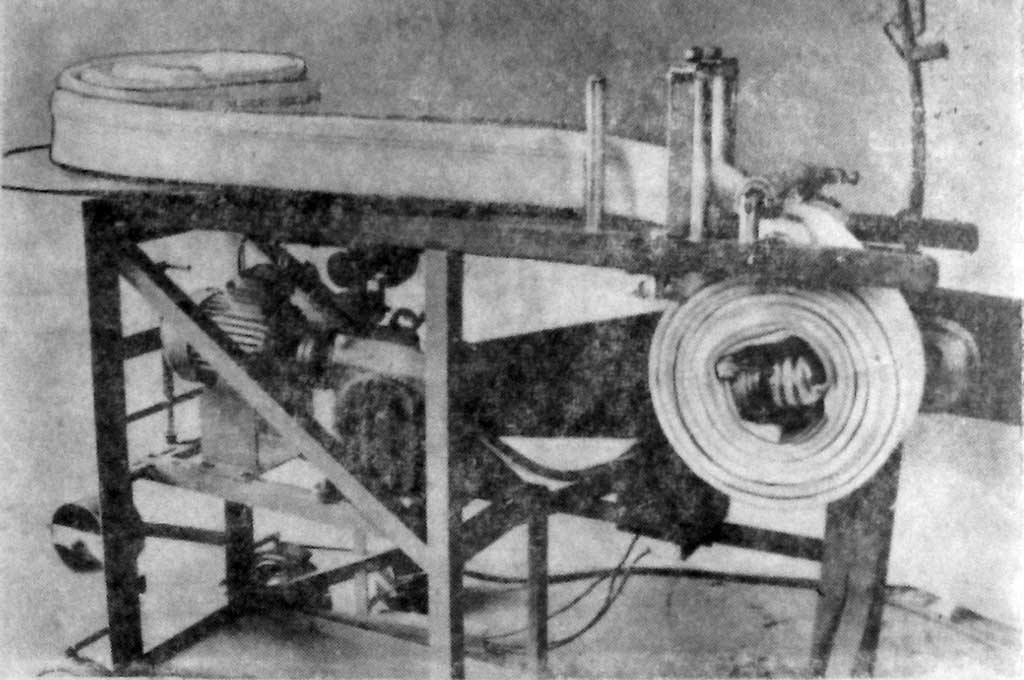 Рис. 4а. Неправильное направление вращения намоточного устройства.
Рис. 4а. Неправильное направление вращения намоточного устройства.
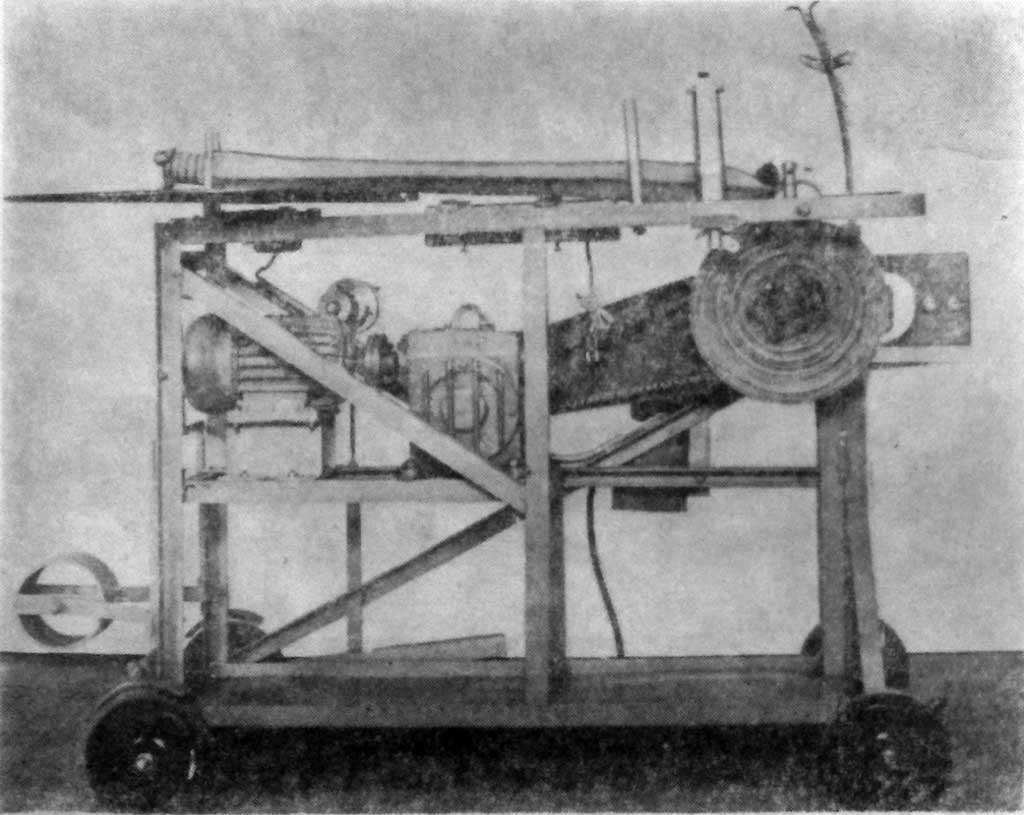 Рис. 5. Положение рукава после окончания перекатки.
Рис. 5. Положение рукава после окончания перекатки.
В случае схода рукава с заданной складки электродвигатель останавливается поворотом рукоятки в первоначальное положение.
Этой же рукояткой электродвигатель включается на обратное вращение поворотом рукоятки от себя; высвобождаемому из намоточного устройства рукаву снова задается первоначальная складка, и перекатка продолжается включением электродвигателя для перекатки.
По мере увеличения количества витков перекатываемого пожарного рукава подвижная часть станка, строго следуя по направляющей, обеспечит ровную укладку витков. В конце перекатки станок выключается автоматически (концевым выключателем).
Скатывание рукава в двойную скатку
Для скатывания рукава в двойную скатку подвижная часть рамы поднимается и фиксируется на стопоре, рукав складывается пополам, а затем местом изгиба укладывается в намоточное устройство.

Рис. 6. Заправка рукава в перекаточный механизм при скатывании рукава в двойную скатку. При этом необходимо предусмотреть, чтобы один конец рукава был немного длиннее.
Поворотом рукоятки выключателя на себя включается электродвигатель, н станок работает налаженным для скатывания рукава в двойную скатку. При этом рукав придерживается одним бойцом за соединительные головки, а в случае необходимости правится при укладке.
 Рис. 7. Положение рукава во время скатывания в двойную скатку.
Рис. 7. Положение рукава во время скатывания в двойную скатку.
Скатывание в двойную скатку с опущенной рамой допускается для новых прорезиненных и поэтому еще жестких рукавов. При этом к концу скатывания головки рукава должны оказаться под. нижним горизонтальным роликом.
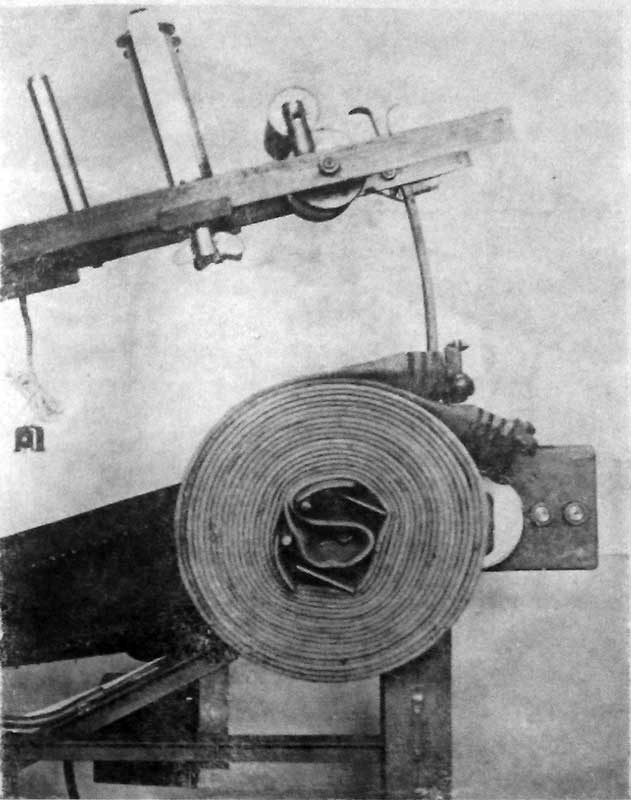 Рис. 8. Положение рукава после окончания скатывания в двойную скатку.
Рис. 8. Положение рукава после окончания скатывания в двойную скатку.
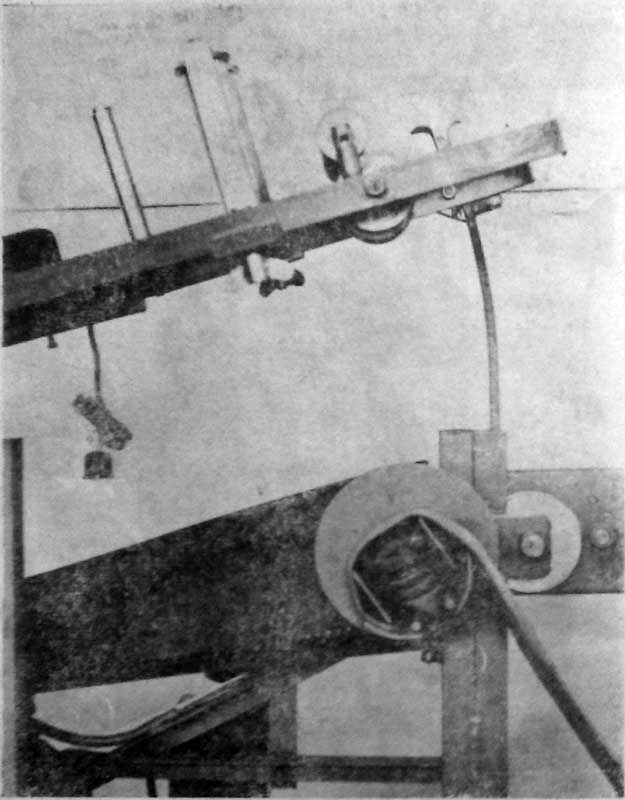 Рис. 9. Скатывание рукава в одинарную скатку. Выполняется все то, что и при скатывании рукава в двойную скатку, с той лишь разницей, что рукав не складывается пополам, а вкладывается в намоточный барабан соединительной головкой.
Рис. 9. Скатывание рукава в одинарную скатку. Выполняется все то, что и при скатывании рукава в двойную скатку, с той лишь разницей, что рукав не складывается пополам, а вкладывается в намоточный барабан соединительной головкой.
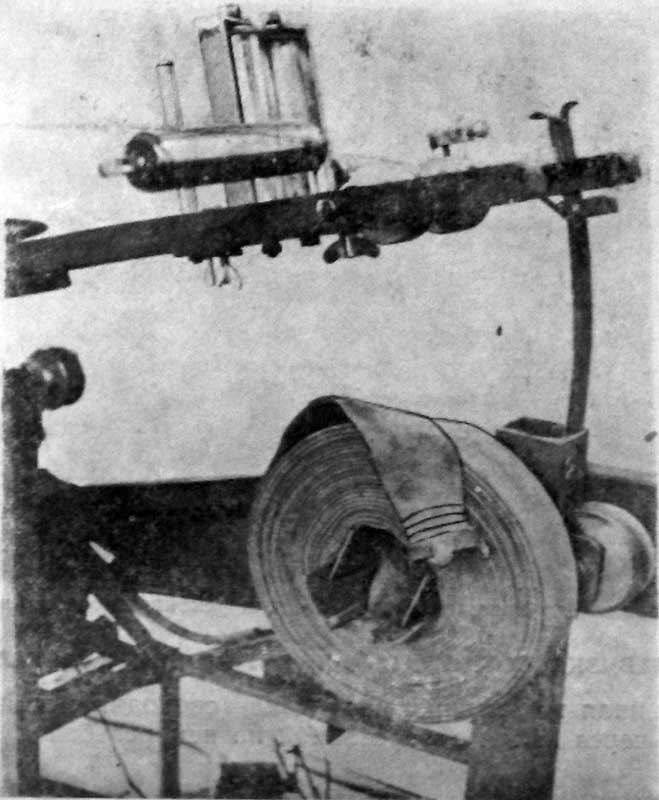 Рис. 10. Положение рукава после окончания скатывания в одинарную скатку.
Рис. 10. Положение рукава после окончания скатывания в одинарную скатку.
Ремонт рукавов способом вулканизации
При помощи струбцины поврежденное место рукава после предварительной подготовки и наложения заплаты прижимается к электронагревателю (рис. 11). Электронагреватель отрегулирован на температуру + 140 °С, которая поддерживается автоматически.
Не рекомендуется создавать большее давление на электровулканизатор струбциной во избежание прогиба его рабочей площадки и повреждения изоляторов нагревательной спирали.
При ремонте перхлорвиниловым клеем к плитке придается жесткая площадка для возможного усиления зажима.
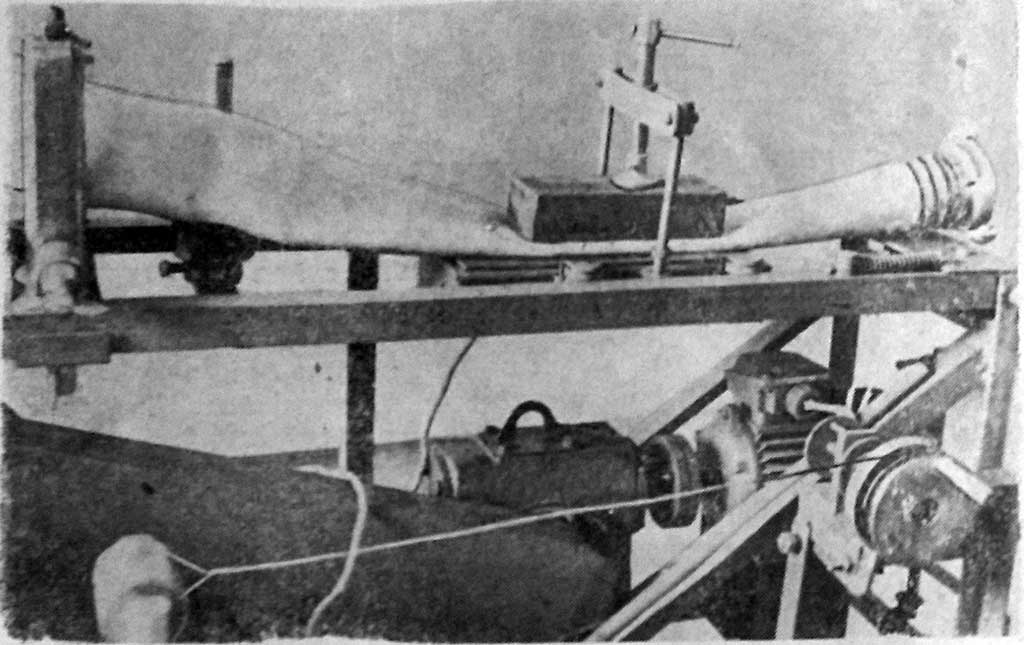 Рис. 11. Положение рукава, заправленного для ремонта способом вулканизации.
Рис. 11. Положение рукава, заправленного для ремонта способом вулканизации.
Навязка соединительных головок к рукаву
Намотанная на катушку проволока свободным концом пропускается через валик с нарезанной на нем резьбой и затем, как обычно, готовится для наложения первого витка проволоки на муфтовую часть головки, закрепленную в рукав.
Крутящий момент создается при помощи электродвигателя.
Витки проволоки, благодаря валику с резьбой, укладываются рядом друг с другом.
Натяжение проволоки производится при помощи тормоза у катушки.
Для ослабления проволоки перед закруткой необходимо ногой наступить на педаль (внизу под катушкой).
Для намотки ослабленной проволоки на катушку перед наложением очередной группы витков па катушке предусмотрена рукоятка, при пользовании которой нужно нажать на педаль тормоза. Необходимо помнить, что пружины тормозного устройства оставлять сжатыми на длительное время не рекомендуется во избежание уменьшения их упругости.
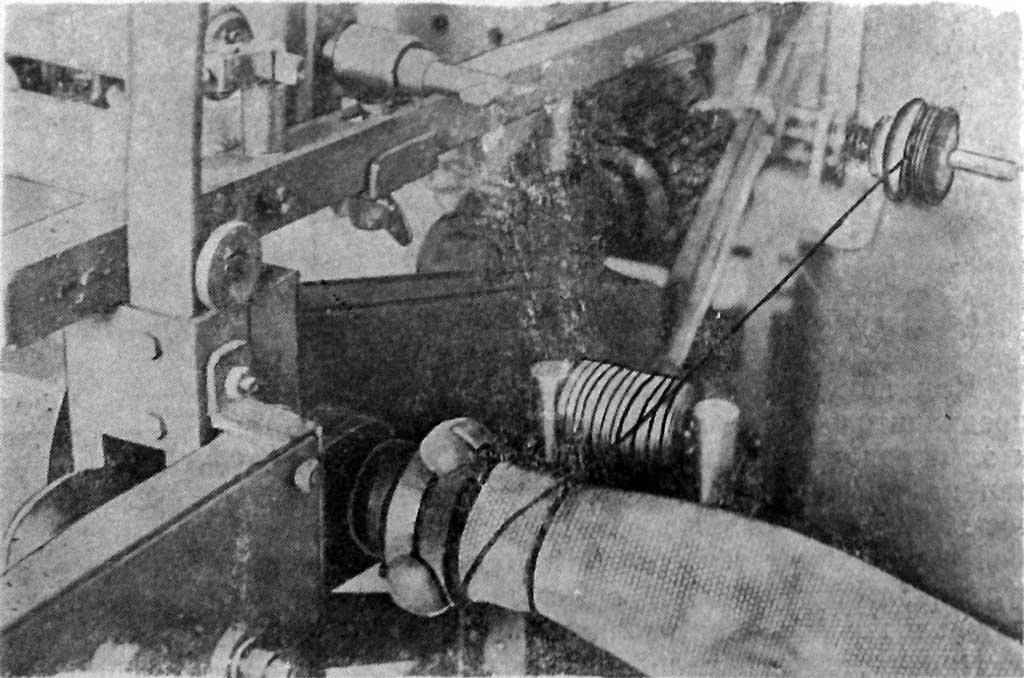
Рис. 12. Наложение первого витка проволоки при навязке перед включением электродвигателя и созданием натяжения проволоки.
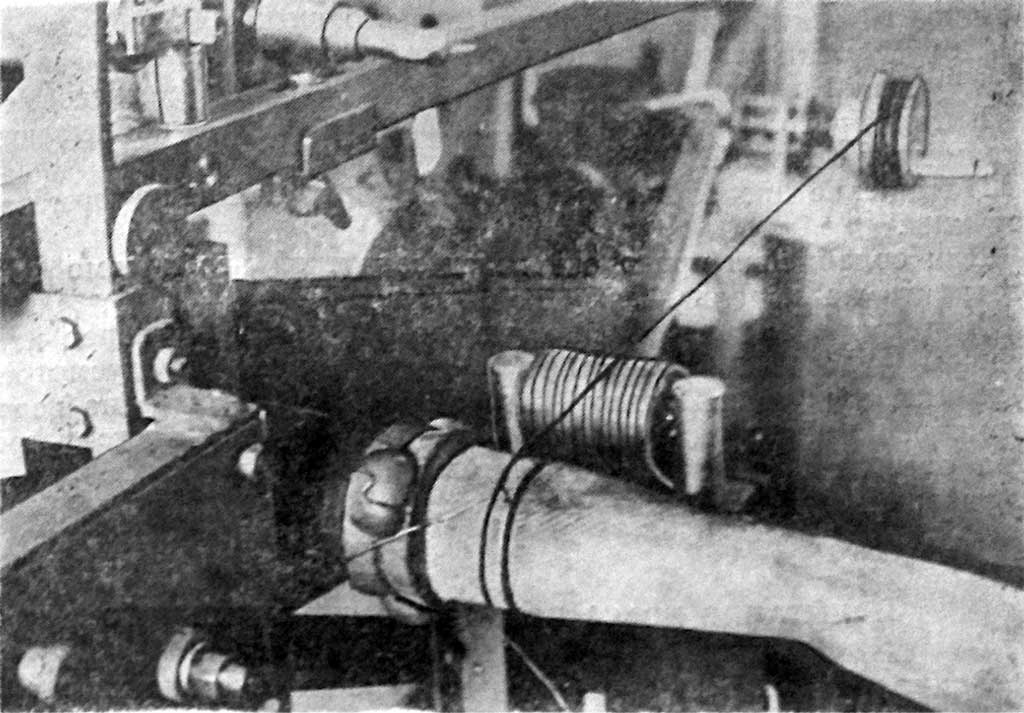 Рис. 13. Наложение второго витка проволоки.
Рис. 13. Наложение второго витка проволоки.
 Рис. 14. Внешний вид наложенных витков проволоки на рукаве с головкой с помощью устройств станка.
Рис. 14. Внешний вид наложенных витков проволоки на рукаве с головкой с помощью устройств станка.
Испытание пояса пожарного спасательного
Заправка ремня в станке производится, как указано на рис. 15. Испытательное усилие создается при помощи рукоятки ручного редуктора и наблюдается по показанию динамометра.
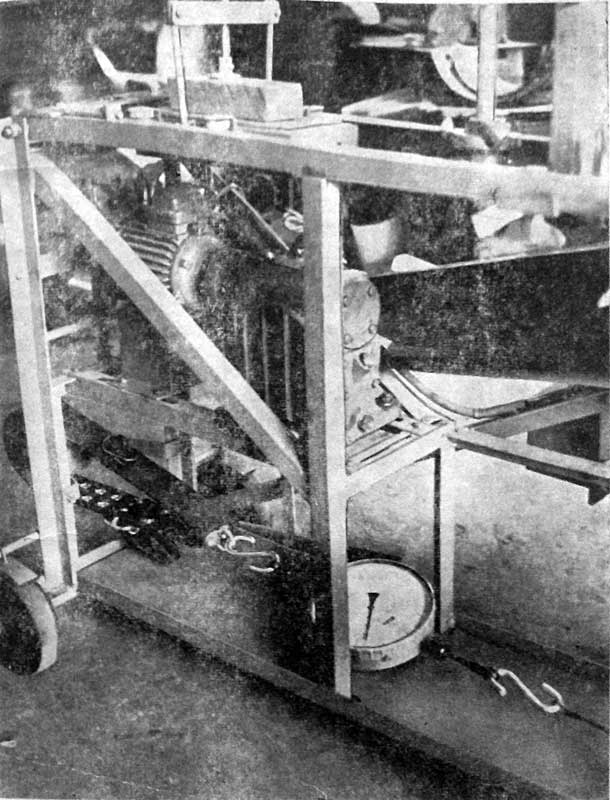 Рис. 15. Заправка ремня в станке.
Рис. 15. Заправка ремня в станке.
Для выдержки ремня под нагрузкой в ручном редукторе предусмотрен фиксатор.
Испытание спасательной веревки и ручных пожарных лестниц
Различие в правилах при испытании спасательных веревок и ручных пожарных лестниц заключается лишь в подготовке и заправке испытываемого предмета в предусмотренной оснастке.
Для фиксирования станка на месте применяется тормозное устройство. Рукоятка тормозов находится под диском.
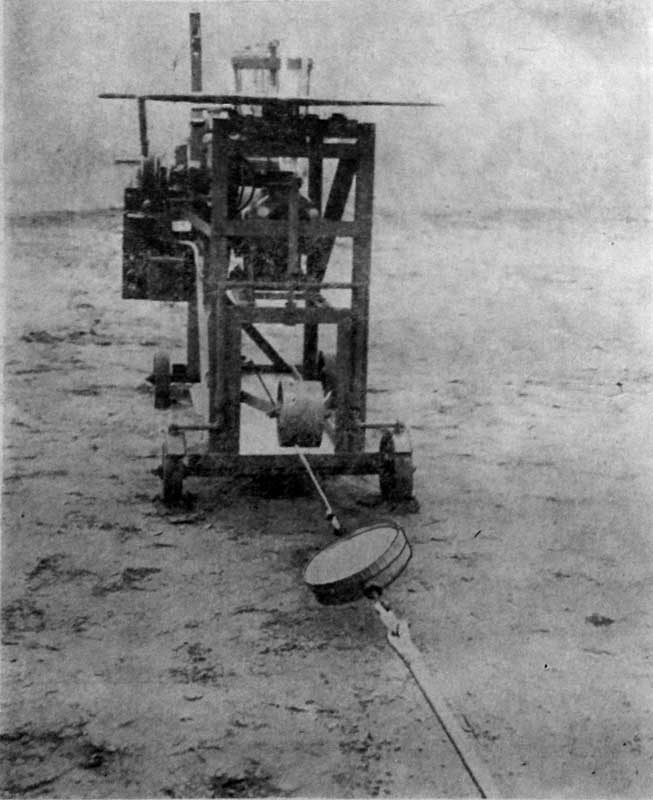 Рис. 16. Испытание спасательной веревки.
Рис. 16. Испытание спасательной веревки.
 Рис. 17. Испытание трехколенных пожарных лестниц.
Рис. 17. Испытание трехколенных пожарных лестниц.
Примечание: при испытании трехколенной лестницы нагрузкой 100 кг на каждое колено показание динамометра должно быть 100 кг. При этом каждое колено снаряженной лестницы (рис. 17) подвергается нагрузке в 100 кг.
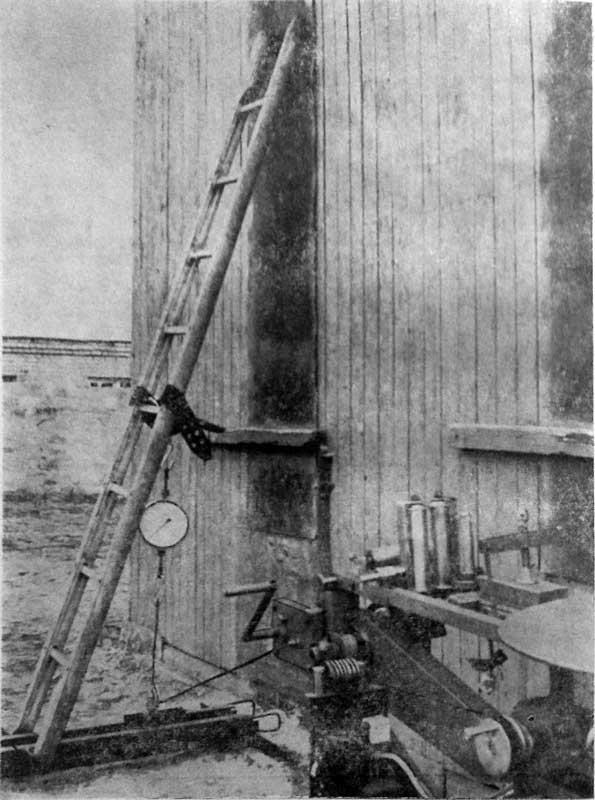 Рис. 18. Испытание лестницы-палки.
Рис. 18. Испытание лестницы-палки.
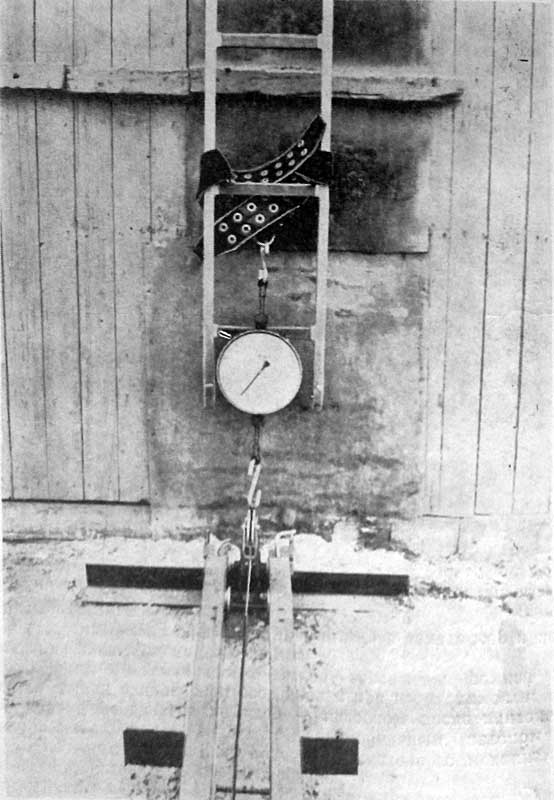 Рис. 19. Испытание лестницы-штурмовки.
Рис. 19. Испытание лестницы-штурмовки.
При эксплуатации станка необходимо соблюдать следующие правила:
- Хранить станок в отведенном для него рабочем месте, укрытым от воздействия атмосферных осадков.
- Смазывать подшипники роликов перекаточного механизма и подшипники ручного редуктора автомобильным автолом по 2-5 капель, червячный редуктор – нигролом после длительной стоянки станка в нерабочем состоянии и при необходимости.
- Следить за исправностью тросов веревок и ремней для испытания ручных пожарных лестниц.
- Систематически проверять динамометр в палате мер и весов на предмет исправности.
Примечание: электронагреватель предназначен для работы от сети напряжением 220 В.