Комби-ножницы КНР-70 (МЕРЛАН) необходимы для применения, как силовой и режущий инструмент при аварийно-спасательных работ. Комби-ножницы применяются для разрезания металлических материалов или подъема монолитных грузов. Стоит отметить плюсы данного устройства, оно полностью автономно и не зависит от второстепенных факторов, такие как источники питания или ручные насосы. Может быть использовано при любых погодных условиях. Присутствует возможность поворота режущей части относительно гидроцилиндра под углом 360 градусов.
Технические характеристики комби-ножниц КНР 70
|
Наименование параметра |
Значение |
|
Максимальный d перекусываемого прутка из стали 20 |
20 мм |
|
Максимальное усилие в режиме расширения |
3,0 тс |
|
Максимальное усилие в режиме стягивания |
4,2 тс |
|
Максимальное усилие на рукоятку гидронасоса изделия |
не более 25 кгс |
|
Величина раскрытия ножей |
не менее 245 мм |
|
Давление срабатывания предохранительного клапана |
70 + 7 МПа (700 + 70 кгс/см2) |
|
Число двойных ходов рукоятки привода гидронасоса изделия, необходимое для разведения или сведения ножей на полный ход: · без нагрузки · с нагрузкой 500 кгс |
не более 20 130 |
|
Допустимая температура окружающей среды |
от – 40 до + 80 °С |
|
Применяемое масло |
масло АМГ-10 |
|
Масса изделия |
не более 12 кг |

Из чего состоит изделие
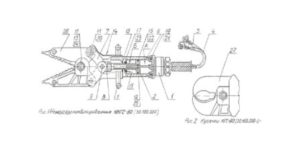
Гидроблок 1, объединенный муфтой 8 с вилкой 2, к которой с помощью оси 3 крепятся ножи 4. Ножи тягами 5 объединены с поршнем гидроблока 8, передвижение которого под созданным давлением приводит к повороту ножей условно оси 3. Давление в полостях гидроблока формируется с поддержкою ручного насоса 6, установленного на корпусе гидроблока. Насосная часть исполнена по 2-х ступенчатой схеме.
1-ая ступень – ступень небольшого давления – размер давления гарантируется пружиной клапана 10.
2-ая ступень – ступень высокого давления (до (70 + 7) МПа) – размер наибольшего давления гарантируется при сборке регулировкой предохранительных клапанов 9.
Ступень небольшого давления (I ступень) нужна для подачи большого расхода для обеспечения ускоренного холостого хода прибора. В случае превышения давлением усилия пружины раскрывается клапан 10 и избытки давления стравливаются в бак 18. При увеличении давления (выше (70 + 7) МПа) часть рабочей жидкости из линии нагнетания через предохранительные клапаны стравливается в бак. Чтоб принудительно сбросить давление нужно установить флажок 11 в противоположное состояние и произвести 1 – 2 качания рукояти насоса 7. Жидкость в баке непрерывно поддавливается через поршень 12 пружиной 13 для предотвращения попадания пузырьков воздуха в каналы и полости продукта.
Принцип действия
При качании рукояти ручного насоса рабочая жидкость через патрубки 14 и клапаны всасывания 15 поступает в рабочие, полости 1 и II ступени насоса, потом через клапаны нагнетания 16 подводится к втулке и в зависимости от расположения золотника 17, контролируемого флажком 11, поступает в полость Д либо Е. Перед действием давления жидкости поршень 19, преодолевая противодействие пружины и давление в гидрозамке, а означает в соответственной полости продукта, раскрывает выход для слива вытесняемой поршнем гидроблока 8 жидкости; сразу подаваемая жидкость своим давлением, преодолевая противодействие пружины, отжимает шарик другого гидрозамка и поступает в соответствующую полость продукта, преодолевая сопротивление наружной нагрузки. Происходит перемещение штока поршня и соответственно ножей. Выдвижение поршня приводит к закрытию ножей, втягивание поршня приводит к раскрытию ножей. Управление движением ножей осуществляется флажком 11. При прибавлении к ножам внешней нагрузки, противоположной направлению перемещения ножей, под действием вытесняемой из штоковой полости жидкости происходит закрытие обратного клапана 25, что позволяет предотвратить смещение ножей под действием наружной нагрузки.
Изменение расположения ножей относительно гидроцилиндра на угол кратный 15 делается при отсутствии давления и фиксируется рычагом 9
 комби-ножниц КНР-70")
Устройство КНР-70 МЕРЛАН
Порядок работы с КНР-70 Мерлан
Изделие КНР-70 установить под поднимаемым объектом либо в зазор между раздвигаемыми объектами.
Установить ножи так, чтобы их плоскости полностью прилегали к поверхностям объекта и опоры.
Удерживая изделие одной рукой за ручку 12 (рис. 1), второй установить флажок 11 на раскрытие ножей и производить работу качанием рукоятки насоса.
По мере движения ножей следить за тем, чтобы меняющееся направление нагрузки не выворачивало ножи.
В противном случае НЕМЕДЛЕННО перевести (флажок 11 в противоположное направление (на сведение ножей) и качанием ру¬коятки насоса освободить ножи из-под объекта. Переставить изделие в другое место.
При использовании изделия КНР-70 для перекусывания развести ножи и упереть торец вилки 2 в перекусываемый объект (пруток, арматура, уголок и т. д.). По возможности повернуть плоскость ножей по часовой стрелке на угол примерно 10—20o так, чтобы во время перекусывания или перерезывания пруток или лист не затянуло между плоскостями ножей. В процессе перекусывания или перерезывания происходит разворачивание ножей в противоположную предварительному наклону сторону. По достижении определенной величины наклона дальнейшего разворачивания не происходит.
Если все же ПРОИЗОШЛО затягивание прутка, листа между ножами, НЕМЕДЛЕННО произвести разведение ножей.
После первых трех перекусываний прутка диаметром 12 . . . 20 мм необходимо произвести дозатяжку гайки 24 (рис. 2) до выборки зазора. После чего гайку 24 зафиксировать винтом 26. В дальнейшем при увеличенном зазоре между ножами (более 1 мм) произвести дозатяжку гайки 24.
После окончания работы:
- убрать грязь с поверхностей ветошью;
- промыть пресной водой изделие, если работы производились в морской воде;
- протереть ветошью насухо или обдуть сжатым воздухом;
- протереть крепление ножей;
- свести ножи;
- уложить изделие в ящик.
Ремонт КНР-70
Маркировка
Маркирование изделия производится на марке заводской, на которой, наносится шифр изделия, порядковый номер изделия в системе предприятия-изготовителя.
Разборку изделия для устранения дефектов производить только при отсутствии давления в полостях.
Перед сборкой после устранения дефекта все демонтируемые узлы и сопрягаемые с ними детали тщательно очистить от грязи и промыть их в чистом керосине, продуть сжатым воздухом или протереть х/б тканью. Резиновые уплотнения (кольца) смазать смазкой ЦИАТИМ-201.
Замена манжет
При замене манжет:
- Снять раму и муфту, отсоединить вилку, вынуть поршень и заменить манжеты из ЗИП.
- При замене манжеты снять крышку и заменить манжету из ЗИП.
После замены манжет, для удаления воздуха, произвести прокачку изделия в следующей последовательности:
1) установить изделие вертикально ножами вниз (ножи должны быть сведены);
2) снять крышку вывернуть заглушку, извлечь шарик и долить рабочую жидкость;
3) качая рукояткой насоса, прокачать изделие несколько раз (не менее трех), сводя и разводя ножи до полного отсутствия пузырьков воздуха;
4) выдержать размер К=27-2 мм, установить шарик и завернуть заглушку.