








Ремонт всасывающих и напорно-всасывающих пожарных рукавов.
Всасывающие и напорно-всасывающие рукава следует ремонтировать, если они не выдержали испытаний, а также при наличии видимых механических повреждений (проколы, абразивный износ, смятие спирали и т.п.) и других неисправностей.
При потере герметичности и внешних повреждениях на самих всасывающих и напорно-всасывающих рукавах, в зависимости от характера повреждения, их ремонтируют одним из следующих способов:
а)наложением заплат на наружную поверхность ремонтируемого рукава клеевыми составами;
б)вулканизацией сырой резиной.
При повреждении пожарных соединительных головок на всасывающих и напорно-всасывающих рукавах, необходимо заменить пожарные соединительные головки и присоединить их методом навязки в соответствии с п. 3.6 Методического руководства или при помощи хомутов.
Ремонт способом наложения заплат.
Наружная поверхность всасывающего и напорно-всасывающего рукава, изношенная на глубину до проволочной спирали, ремонтируется наложением кольцевых или ленточных заплат из прорезиненного полотна с помощью клеев. Клей подбирается в соответствии с рекомендациями, приведенными в сопроводительной документации на всасывающие и напорно-всасывающие рукава или используется обыкновенный резиновый клей.
Ремонт всасывающих и напорно-всасывающих рукавов, получивших повреждение в виде сквозных проколов и порезов длиной до 10 мм, производится наложением заплат на наружную поверхность. Места вокруг прокола на поверхности ремонтируемого рукава зачищаются и обезжириваются бензином или другим растворителем. Вырезаются заплаты из прорезиненного полотна или вулканизованной резины толщиной от 1,5 до 2,0 мм диаметром от 50 до 60 мм или прямоугольной формы размером 60×60 мм со скругленными углами, зачищаются и обезжириваются. На зачищенное место поверхности ремонтируемого рукава и заплату наносится клей. Приклеивание осуществляется в соответствии с указаниями то применению для используемого клея.
Несквозные проколы (порезы) заполняются клеем. Наносится слой клея вокруг прокола и на заплату из резины или прорезиненного полотна и заплата приклеивается аналогично.
Ремонт сквозных разрывов требует вскрытия стенки ремонтируемого рукава в месте разрыва с наружной стороны путем последовательного вырезания и удаления слоев, составляющих стенку. При этом последующие слои вырезают ступеньками, соблюдая порядок, при котором каждый ниже лежащий слой вырезается на ширину и длину, большую вырезанной части выше лежащего слоя.
Для удобства работы верхние слои ремонтируемого рукава по мере вырезки негодных участков отгибают вверх. После этого поврежденный участок сушат и подготавливают к ремонту.
Зачищают и промывают с обеих сторон подготовленную для ремонта заплату из листовой резины. По размерам заплата должна перекрывать поврежденный участок ремонтируемого рукава на длину от 30 до 35 мм во всех направлениях.
После просушки на заплату и ремонтируемый участок наносят тонкий слой клея, подсушивают и заплату приклеивают.
Резиновая заплата второго слоя должна быть на длину от 12 до 20 мм больше вырезанного слоя ремонтируемого участка. Это обеспечивает возможность выполнения шва внахлестку. Процесс подготовки и наложения этой заплаты тот же, что и первого слоя.
Раскрой заплаты и обклейка всасывающего и напорно-всасывающего рукава прорезиненной тканью и наружной обкладкой проводятся так, чтобы обкладка два – три раза обернула отремонтированный участок и перекрыла место разрыва на ремонтируемом рукаве на длину от 200 до 250 мм с каждого конца. Для улучшения прилипания наружной обкладки к поверхности ремонтируемого рукава рекомендуется на время сушки поверх обкладки намотать веревку, воспроизводя спиральную форму поверхности ремонтируемого рукава.
Деформация металлической спирали всасывающего и напорно-всасывающего рукава устраняется деревянным или резиновым молотком на круглой оправке.
Ремонт способом вулканизации.
Для ремонта способом вулканизации необходимо иметь специальные приспособления, позволяющие зажимать ремонтируемый участок всасывающего и напорно-всасывающего рукава в аппарате без изменения его формы, с усилием до 100 кг на 10 см длины ремонтируемого рукава.
Технология ремонта конкретных типов и модификаций всасывающих и напорно-всасывающих рукавов должна быть приведена в формуляре, составленном предприятием-изготовителем. По окончании ремонта в формуляр вносятся сведения о ремонте (вид ремонта, характер повреждения).
Отремонтированные всасывающие и напорно-всасывающие рукава подвергают испытаниям в соответствии с п. 3.3.2.4 Методического руководства не ранее, чем через 24 часа после окончания ремонта.
Ремонт напорных рукавов.
В процессе эксплуатации напорные рукава получают повреждения, которые могут быть устранены ремонтом. Ремонту подвергают вымытые и высушенные напорные рукава. Напорные рукава, получившие повреждения каркаса, ремонтируют следующими способами:
а) вулканизацией;
б) с применением клеев.
Напорные рукава, получившие повреждения пожарных соединительных головок и мест соединений с ними, оборудуются пожарными соединительными головками заново в соответствии с п. 3.6 Методического руководства.
Технология ремонта конкретного типа напорного рукава должна быть изложена в формуляре, составленном заводом-изготовителем.
Ремонт способом вулканизации.
Для проведения ремонта вулканизацией необходимо иметь:
-вулканизационный аппарат со струбцинами;
-волосяную жесткую щетку;
-ножницы, нож сапожный, молоток деревянный или резиновый;
-от трех до пяти деревянных подкладок;
-кисть для клея;
-клей, бензин.
Ремонт вулканизацией осуществляется двумя способами.
Первый способ
Вулканизированный резиновый клей приготавливают из сырой клеевой резины, которую растворяют в авиационном бензине. Сырую клеевую резину нарезают мелкими кусками, помещают в плотно закрывающуюся банку и заливают авиационным бензином в соотношении: 3 кг бензина на 1 кг резины. Полученная смесь отстаивается в течение суток. По истечении этого срока набухшую резину тщательно перемешивают и в смесь еще заливают такое же количество бензина. После чего, смесь в течение 2-3 часов снова тщательно перемешивают до получения однородной массы клея.
Ремонтируемое место напорного рукава и заплата обезжиривается путем тщательной протирки ветошью, смоченной в бензине, ацетоне или другом растворителе.
На ремонтируемое место и заплату наносят от пяти до семи слоев клея общей толщиной не более 1 мм, причем каждый следует просушивать до такого состояния, когда к клеевой поверхности не будут прилипать волоски сухой щетки. После просушки последних сдоев клея на напорном рукаве и заплате, заплата накладывается на ремонтируемое место и равномерно прижимается к нему легкими ударами резинового молотка.
Участок напорного рукава с наложенной заплатой кладут на плиту вулканизационного аппарата заплатой вниз и плотно прижимают к плите струбциной, под которую подкладывают деревянную доску (подкладку) размером, превышающим заплату.
Напорный рукав с заплатой выдерживают при температуре от плюс 130 до плюс 140 “С в течение от 35 до 40 мин.
Второй способ.
Заплату изготавливают из сырой резины и прорезиненного полотна, применяемого для ремонта автомобильных шин. После подготовки ремонтируемого места на напорный рукав кладут сырую резину толщиной 2 мм, а на нее прорезиненное полотно. Размер заплаты из сырой резины должен быть величину от 20 до 25 мм больше размеров поврежденного участка по всем направлениям, а заплата из прорезиненного полотна должна перекрывать заплату из сырой резины на величину от 15 до 20 мм по всем сторонам.
Наложенную заплату из сырой резины и прорезиненного полотна тщательно прикатывают к напорному рукаву, после чего вулканизируют в течение 25 мин при температуре от плюс 130 до плюс 140 °С.
Ремонт с применением клеев.
Ремонт сквозных проколов или порезов осуществляется постановкой наружных и внутренних заплат одновременно. При повреждениях напорных рукавов без нарушения целостности внутреннего гидроизоляционного слоя ремонт осуществляется наложением наружных заплат.
При использовании любого из клеев подготовка заплат и мест ремонта осуществляется в следующей последовательности:
- место на напорном рукаве и заплата зачищается, у латексированных напорных рукавов в месте повреждения, кроме того, удаляется латексная пленка и поверхности склеивания обезжириваются;
- на ремонтируемое место и заплату кистью наносят от одного до трех слоев клея в зависимости от склеиваемых поверхностей, причем каждый слой просушивается в течение от 15 до 20 мин при комнатной температуре;
- после просушки последних слоев клея заплата накладывается на ремонтируемое место и прижимается к нему пальцами рук или легкими ударами резинового молотка;
- участок напорного рукава с наложенной заплатой целесообразно поместить в пресс или между зажимами струбцины, плотно зажать и выдержать в течение от 10 до 15 мин при комнатной температуре.
На наружную поверхность заплаты накладывается пергамент или полиэтилен дога предотвращения случайного приклеивания ее к поверхности контакта в прессе или струбцине.
Пергамент или полиэтилен вводите» также в напорный рукав под ремонтируемое место во избежание склеивания внутренней поверхности гидроизоляционного слоя.
Давление с которым заплата должна быть прижата к напорному рукаву, устанавливается из расчета 5 кг на 1 см2 поверхности заплаты и выдерживается при комнатной температуре в течение одного часа.
После этого напорный рукав извлекается да пресса и выдерживается без деформации отремонтированного места в течение от 10 до 13 часов.
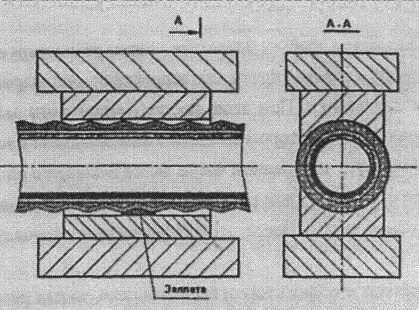
Установка заплат внутрь напорного рукава производится с помощью приспособления, схема которого показана на рисунке 12. Обработка внутренней поверхности напорного рукава в месте установки заплаты осуществляется через разрыв в напорном рукаве.
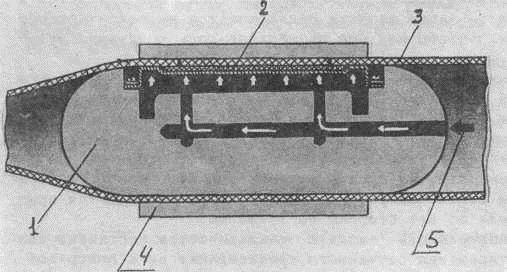
- камера под резиновой мембраной;
- заплата;
- напорный рукав;
- опорное кольцо;
- подвод сжатого воздуха
Воздух, подаваемый в камеру под давлением от 0,3 до 0,5 МПа, расправляет: ее и прижимает заплату к ремонтируемому участку напорного рукава.
В таком положении они выдерживаются в течение одного часа, затем давление воздуха снижается до нуля, а приспособление извлекается из напорного рукава.
Заплаты изготавливают из кусков напорного рукава того же типа. Размеры заплат определяются величиной разрыва напорного рукава. При этом дается припуск от краев разрыва во все стороны на величину от 35 до 40 мм.
При ремонте проколов установка заплат внутрь рукава на предварительно подготовленное место производится с помощью специального держателя заплат.
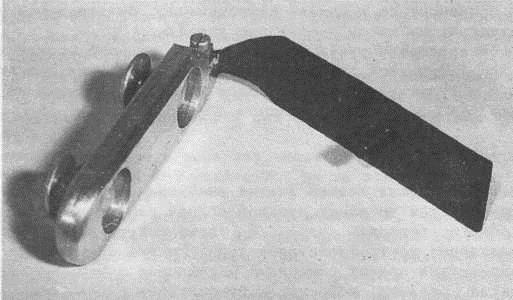
Заплату устанавливают на мембрану приспособления обращенной наружу клеевой стороной.
Для того, чтобы заплата в процессе установки держателя к ремонтируемому месту не смещалась, ее в 2-3 точках приклеивают к мембране клеем, который при высыхании и деформации мембраны отклеивается, позволяя свободно извлекать приспособление из рукава.
Технология ремонта конкретных типов и модификаций напорных рукавов должна быть приведена в формуляре, составленном предприятием – изготовителем. По окончании ремонта, ответственным за эксплуатацию напорных рукавов, в формуляр вносятся сведения о ремонте (вид ремонта, характер повреждения).
Отремонтированные напорные рукава испытывают гидравлическим давлением (таблица 3 приложения № 3) не ранее, чем через 24 часа после ремонта.